Advanced Technologies and Best Practices in LED Display Manufacturing for Superior Visual Performance
The LED display industry has witnessed remarkable advancements in recent years, driven by innovations in materials, manufacturing processes, and quality control techniques. As a professional LED display engineer with extensive experience in LED and LCD screen production, I will elaborate on the essential technical parameters, industry standards, and best practices that ensure superior visual performance and long-term reliability for LED displays.
One of the most critical factors in LED display manufacturing is the selection of LED chips. High-quality LED chips, typically made from Gallium Nitride (GaN), are favored for their outstanding brightness, energy efficiency, and durability. In line with industry standards such as IEC 62368-1 (Safety requirements for audio/video, information, and communication technology equipment), manufacturers ensure that LEDs meet specified luminance and chromaticity parameters. For example, commercial-grade LED displays often feature luminance levels exceeding 1000 nits, suitable for both indoor and outdoor applications, while maintaining consistent color temperature at around 6500K to replicate natural daylight.

Another crucial parameter is the pixel pitch—the distance between individual LED pixels—which directly affects image clarity and viewing distance. For indoor applications, pixel pitches range from 0.9mm to 2.5mm, offering high resolution for close-up viewing. Conversely, outdoor displays employ pixel pitches of 4mm to 16mm, optimized for visibility at long distances. Recent trends include the adoption of MicroLED technology, reducing pixel pitch even further below 0.5mm, which provides ultrahigh-definition displays with superior brightness uniformity and energy savings, albeit with increased manufacturing complexity.
Driving circuitry and power management are equally significant. Modern LED drivers incorporate constant-current designs to prevent flickering and extend LED lifespan, often supporting refresh rates beyond 3840 Hz to eliminate artifacts in video playback. Manufacturers implement advanced thermal management solutions, using aluminum alloy backplates and heat sinks to dissipate heat efficiently, thereby reducing color shifts and performance degradation over time. Industry benchmarks recommend operation within a -20°C to 50°C temperature range with humidity control below 90% RH to guarantee longevity.
Quality assurance protocols in LED manufacturing follow strict tests including burn-in, color uniformity, grayscale calibration, and mechanical stress testing. Burn-in processes lasting up to 72 hours at maximum brightness detect early failures and stabilize LED performance. Color calibration utilizes spectroradiometers to achieve homogeneous grayscale response, ensuring consistent image quality across panels. These procedures align with guidelines set by organizations like the Society for Information Display (SID) and International Electrotechnical Commission (IEC) standards.

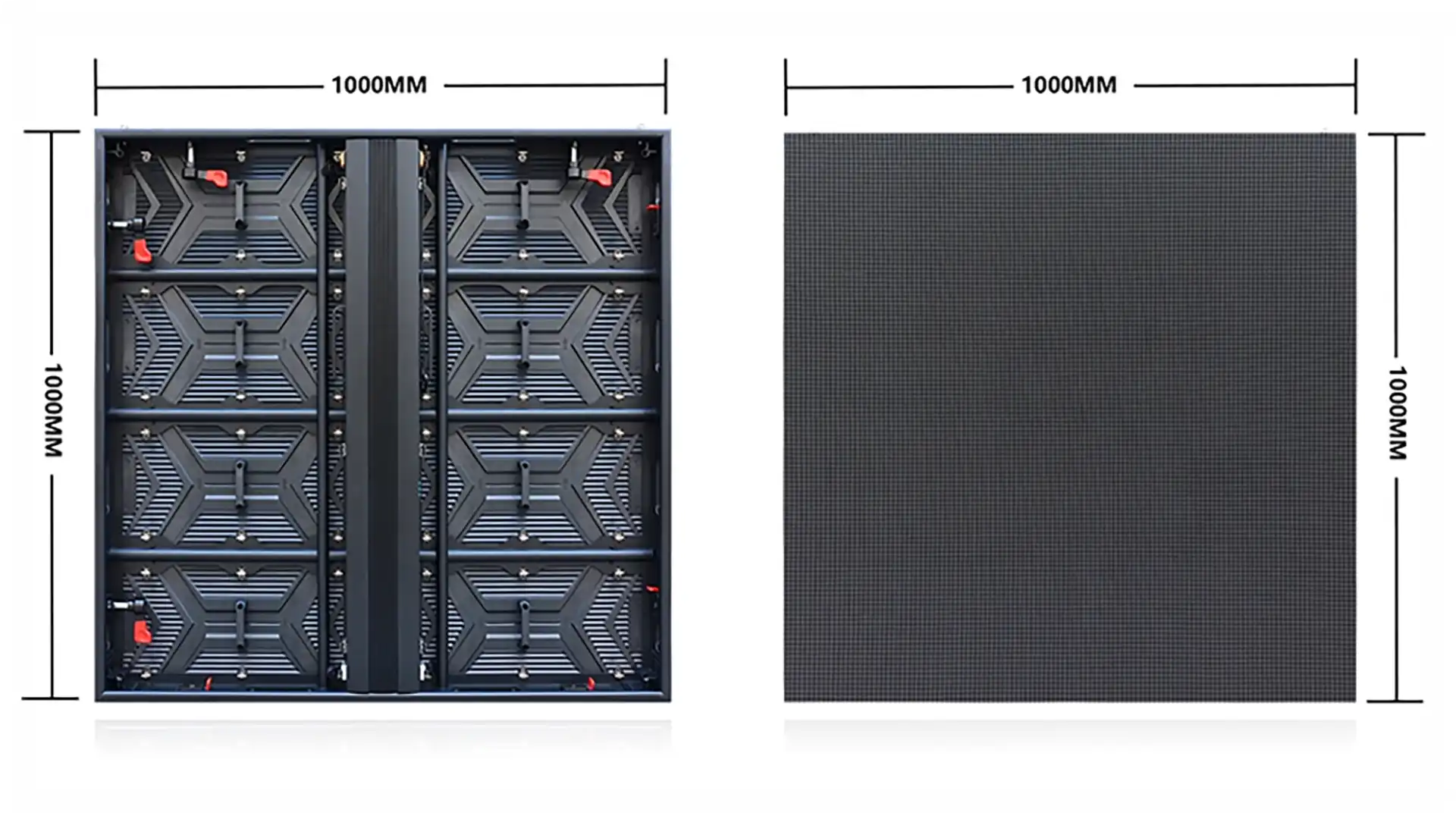
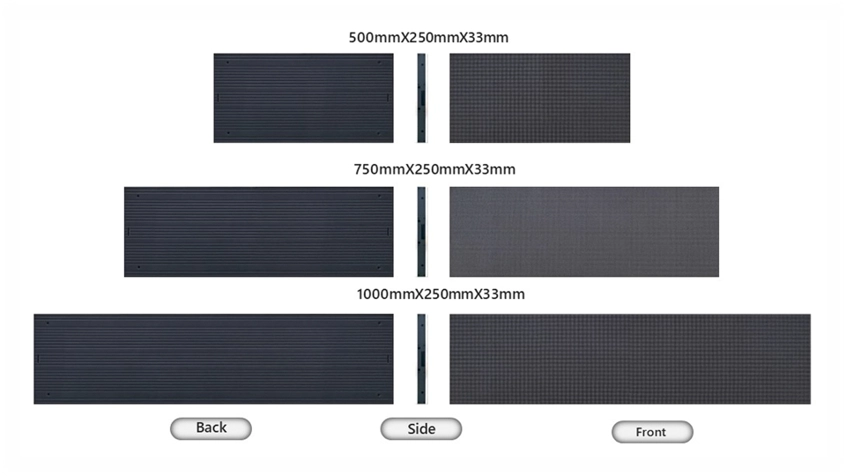
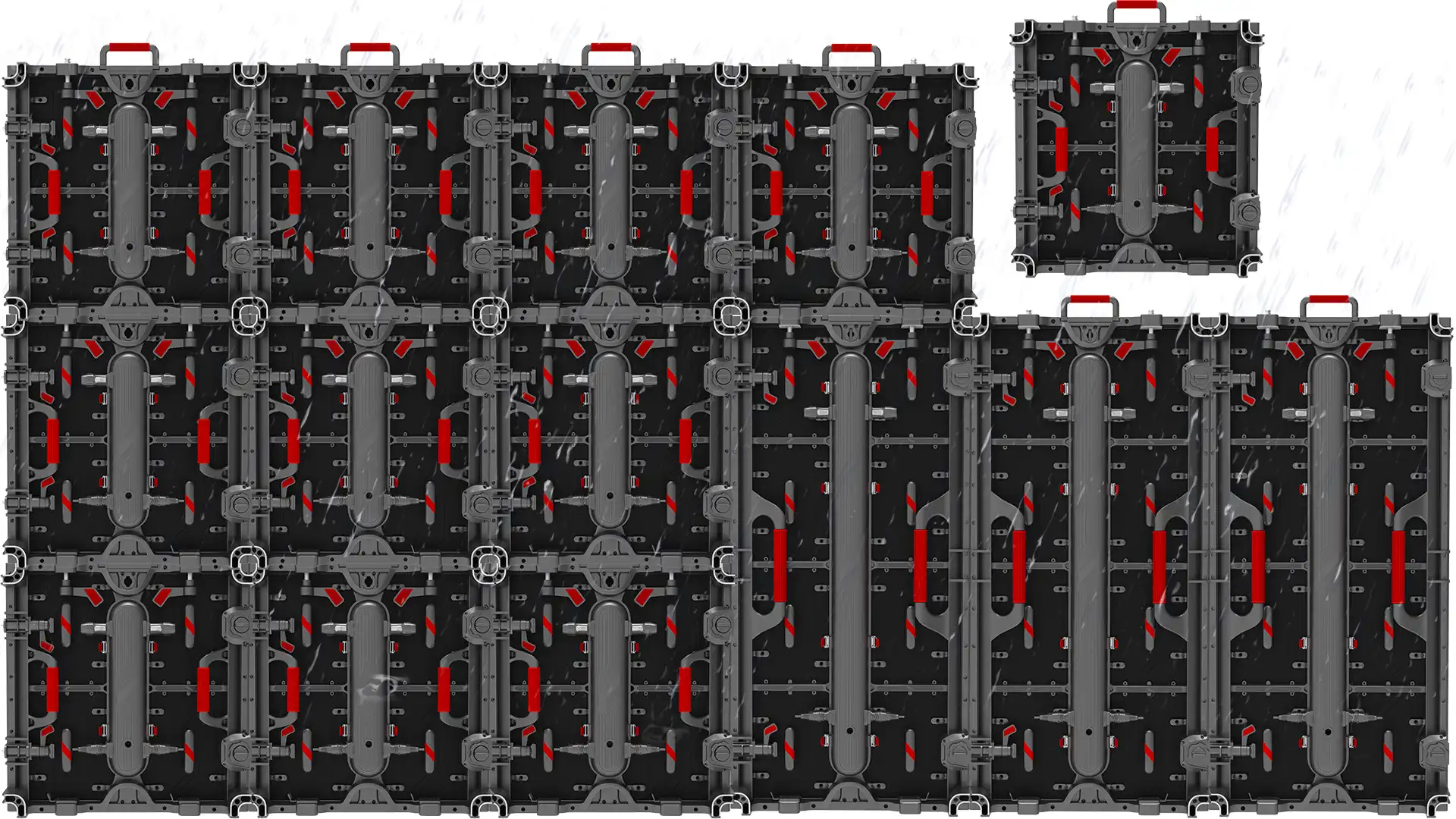
Innovation in modular design has also transformed LED manufacturing. Modular LED panels facilitate ease of installation, maintenance, and scalability. Industry case studies demonstrate that modular systems reduce downtime during repairs and allow flexible configurations, enhancing both cost-efficiency and operational reliability.
In the context of sustainability, advancements aim to reduce power consumption and environmental impact. Incorporating energy-efficient drivers, adaptive brightness control, and eco-friendly materials ensures compliance with global standards such as RoHS (Restriction of Hazardous Substances Directive) and Energy Star certification, promoting greener LED display solutions without compromising visual excellence.
In summary, the integration of cutting-edge LED chips, optimal pixel pitch design, robust power and thermal management, rigorous quality control, and sustainable manufacturing practices are paramount in producing high-performance LED displays. Engineers and manufacturers committed to these standards can deliver products that meet diverse application needs—from broadcasting studios and retail environments to stadiums and outdoor advertising—providing vivid, reliable, and energy-efficient visual experiences.