Advanced Technologies and Quality Standards in LED Display Manufacturing
The LED display industry has witnessed remarkable advancements over the past decade, driven by continuous innovation in materials science, manufacturing processes, and quality control standards. As a professional LED display engineer with extensive experience in product development and manufacturing, I will elucidate the critical aspects of LED screen manufacturing that ensure product reliability, performance, and customer satisfaction.
Materials and Components:
High-quality LED displays begin with superior raw materials. The choice of LED chips significantly impacts brightness, color accuracy, and lifespan. Leading manufacturers utilize InGaN (Indium Gallium Nitride) technology for blue and green LEDs, and AlGaInP (Aluminum Gallium Indium Phosphide) for red LEDs, which deliver optimal luminous efficiency and color rendering index (CRI). According to the International Electrotechnical Commission (IEC) standards, chip epitaxial structures are engineered to minimize defects that can cause color shifts or pixel failures.

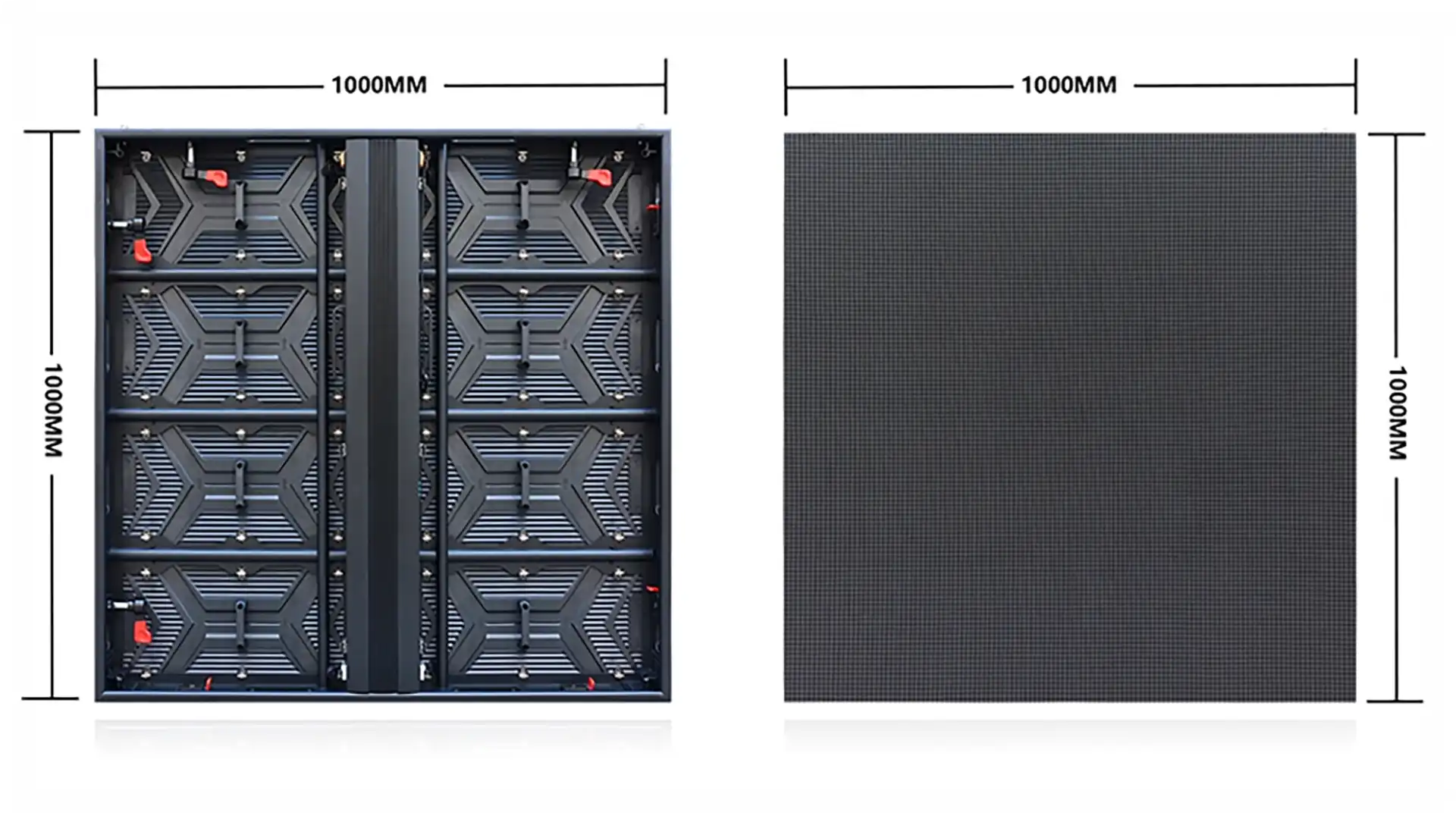
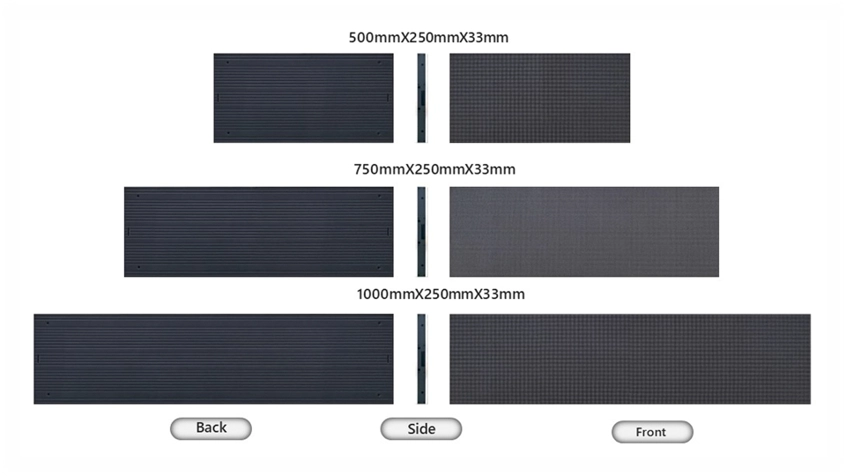
Module Assembly and Calibration:
The assembly of LED modules requires precision alignment systems to ensure uniform pixel pitch and gapless module integration. A typical pixel pitch ranges from 0.9 mm for fine-pitch indoor displays to 10 mm or more for large-scale outdoor installations, impacting resolution and viewing distance. Automated calibration equipment employs photometric sensors and spectrometers to balance color temperature (commonly 6500K for natural white), gamma correction, and grayscale linearity — critical for vivid and accurate image reproduction.

Driving Circuits and Firmware:
Driving circuits, often based on IC drivers like the MBIxxxx or Texas Instruments’ TLC59xx series, control current regulation and refresh rates, which directly affect image flicker, power consumption, and thermal management. Current industrial best practices involve refresh rates above 3840 Hz to avoid visual flickering, essential for broadcast environments. Firmware updates enable dynamic adjustment to environmental conditions, such as ambient brightness adaptation, further enhancing display longevity and user experience.
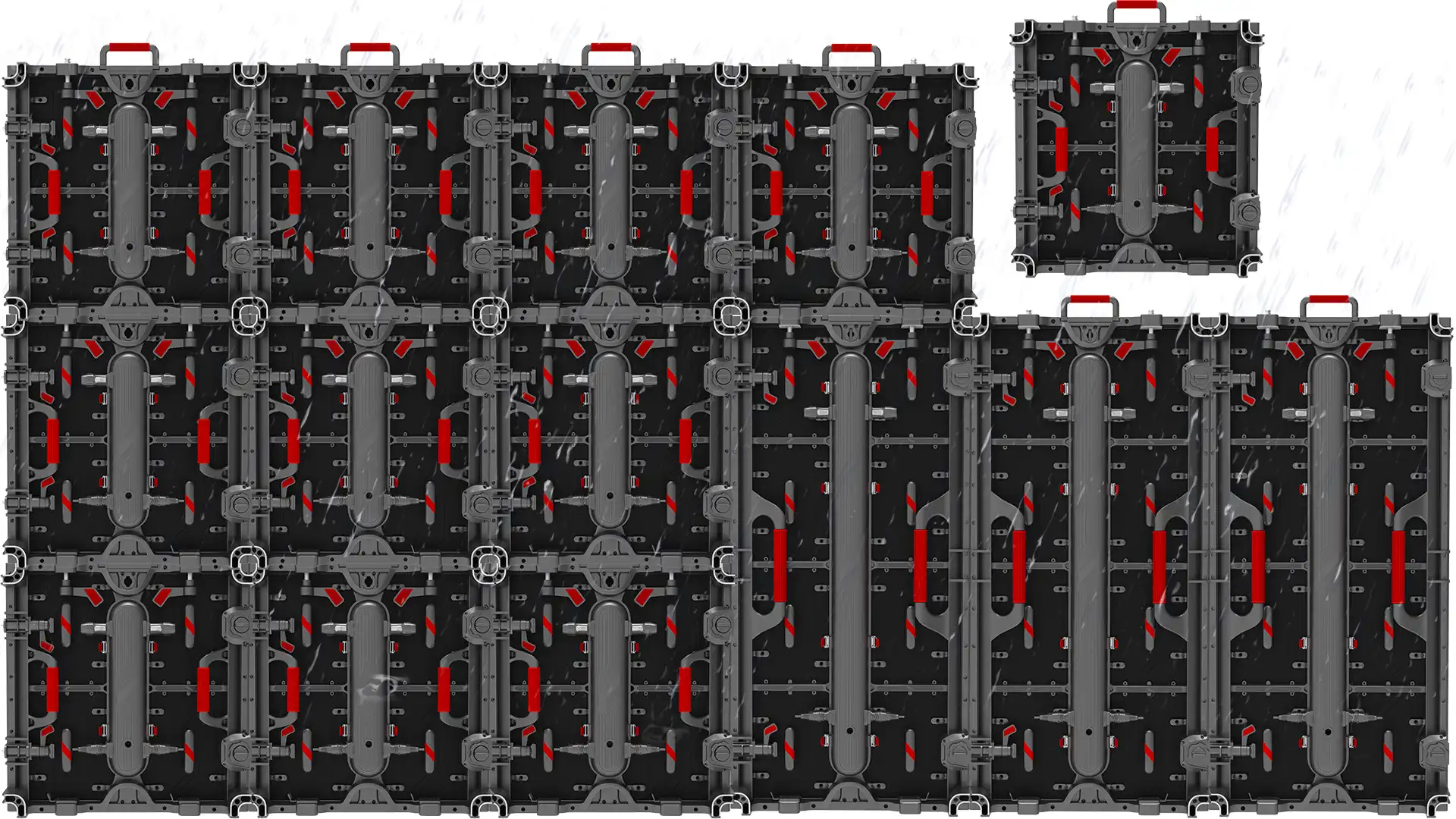
Thermal Management and Mechanical Design:
Effective dissipation of heat generated by LEDs and driver circuits is paramount. High-density LED arrays without adequate cooling can suffer from accelerated lumen depreciation and color inconsistency. Manufacturers implement aluminum heat sinks, thermal interface materials (TIMs), and incorporate ventilation designs adhering to the JEDEC standards for electronic thermal management. Mechanical structures must also comply with IP ratings (such as IP65 for outdoor) to withstand moisture, dust, and mechanical impacts.
Quality Control and Testing:
To guarantee reliability, LED panels undergo a series of rigorous tests, including High Accelerated Life Testing (HALT) and High Temperature Operating Life (HTOL) tests, simulating years of real-world operation within days. These tests detect early failures related to solder joints, chip degradation, and driver malfunctions. Industry practices also follow ISO 9001 quality management systems and RoHS compliance to ensure environmental safety and product consistency.
Case Studies and Industry Applications:
Prominent applications span from high-resolution indoor retail displays with pixel pitches below 1.2 mm, capable of delivering detailed product visuals, to massive outdoor stadium screens exceeding 10,000 nits brightness, designed to compete with daylight. Case studies have demonstrated that integrating AI-based maintenance algorithms reduces downtime by 30%, improving lifecycle ROI.
In conclusion, the confluence of advancements in LED chip technology, precision manufacturing, robust thermal and mechanical engineering, and stringent testing protocols have cemented LED displays as a versatile, reliable solution across multiple sectors worldwide. Manufacturers adhering to IEC, JEDEC, ISO, and RoHS standards are best positioned to deliver superior quality products that meet the evolving demands of the international market.